
گاز کمکی یا کمپرسور باد؛ کدام انتخاب بهتری برای دستگاه برش لیزر فلزات است؟
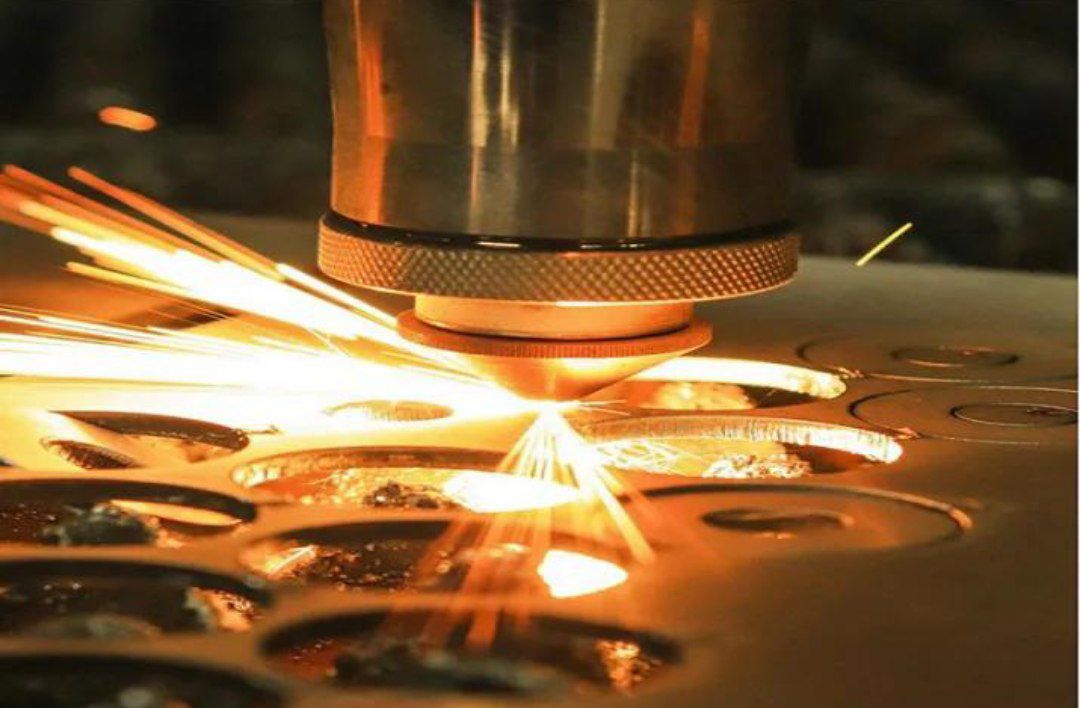
در دستگاههای برش لیزر فلزات، کیفیت برش تنها به توان سورس، هد برش یا دقت دستگاه وابسته نیست؛ گاز کمکی (Assist Gas) نیز یکی از مهمترین عوامل تأثیرگذار بر کیفیت، سرعت و هزینه نهایی تولید است. گاز کمکی همزمان با پرتو لیزر از نازل خارج میشود و با خارج کردن فلز مذاب از شیار برش، از چسبیدن مواد به لبه قطعه جلوگیری کرده و کیفیت نهایی برش را بهبود میبخشد.
انتخاب گاز مناسب علاوه بر افزایش راندمان دستگاه، میتواند هزینههای تولید را نیز به شکل قابلتوجهی کاهش دهد.
وظایف گاز کمکی در برش لیزر
گاز کمکی وظایف مهمی را بر عهده دارد، از جمله:
*خارج کردن فلز مذاب از محل برش
*جلوگیری از چسبیدن سرباره به لبه قطعه
*افزایش سرعت برش
*بهبود کیفیت و صافی لبهها
*محافظت از نازل و لنز در برابر آلودگی و پاشش مواد مذاب
بدون انتخاب صحیح گاز کمکی، حتی پیشرفتهترین دستگاه برش لیزر نیز نمیتواند بهترین کیفیت برش را ارائه دهد.
گاز مناسب برای هر فلز
نوع فلز تعیین میکند که از چه گازی استفاده شود.
برش آهن و فولاد کربنی و مس ، استفاده از اکسیژن
برای برش آهن و فولاد کربنی معمولاً از اکسیژن (O₂) استفاده میشود. اکسیژن با فلز واکنش داده و گرمای بیشتری تولید میکند که باعث افزایش سرعت برش میشود. از طرف دیگر، مصرف اکسیژن در برش آهن نسبتاً پایین است و به همین دلیل هزینه استفاده از آن نیز اقتصادی و مقرونبهصرفه خواهد بود.
مزایای اکسیژن
سرعت بالای برش
مناسب برای ورقهای ضخیم
مصرف پایین گاز
هزینه عملیاتی کمتر
البته به دلیل ایجاد اکسید روی لبه قطعه، برای برخی قطعات حساس یا تزئینی گزینه ایدهآلی نیست.

برش استیل، آلومینیوم، گالوانیزه و برنج؛ استفاده از نیتروژن
برای برش استیل، آلومینیوم، ورق گالوانیزه و برنج معمولاً از نیتروژن (N₂) استفاده میشود. نیتروژن یک گاز خنثی است و با فلز واکنش شیمیایی ندارد، بنابراین لبه برش کاملاً صاف، براق و بدون اکسید باقی میماند.
این ویژگی باعث میشود قطعات برای رنگآمیزی، آبکاری یا جوشکاری کیفیت بالاتری داشته باشند.
اما مهمترین نقطه ضعف نیتروژن، هزینه بالای آن است. در خطوط تولید با تیراژ بالا، مصرف زیاد نیتروژن میتواند هزینه قابل توجهی به مجموعه تحمیل کند.

کمپرسور باد؛ جایگزینی اقتصادی برای نیتروژن

امروزه بسیاری از تولیدکنندگان، بهویژه هنگام برش استیل و آلومینیوم، برای کاهش هزینههای تولید از کمپرسور باد بهجای نیتروژن استفاده میکنند.
هوای فشرده تولید شده توسط کمپرسور، در بسیاری از کاربردهای صنعتی کیفیت قابل قبولی ایجاد میکند و باعث حذف هزینههای خرید مداوم نیتروژن میشود. به همین دلیل، کمپرسور باد گزینهای بسیار اقتصادی برای کارگاههایی است که حجم تولید بالایی دارند.
البته باید توجه داشت که کیفیت برش با نیتروژن همچنان بالاتر است و در قطعات بسیار حساس یا تزئینی، استفاده از نیتروژن انتخاب بهتری خواهد بود.
اهمیت رطوبتگیر در سیستم کمپرسور
یکی از مهمترین نکات هنگام استفاده از کمپرسور، نصب رطوبتگیر (Air Dryer) در مسیر هوای فشرده است.
هوای خروجی کمپرسور معمولاً دارای رطوبت، بخار آب و ذرات معلق است. ورود این رطوبت به هد برش میتواند باعث مشکلاتی مانند:
افت کیفیت برش
ایجاد زنگزدگی در مسیر هوا
آسیب به نازل و لنز
کاهش عمر قطعات مصرفی دستگاه
شود.
به همین دلیل استفاده از رطوبتگیر، فیلتر روغن و فیلتر ذرات برای تأمین هوای خشک و تمیز، یک الزام در سیستمهای برش لیزر مجهز به کمپرسور است.

گاز کمکی یا کمپرسور؛ کدام بهتر است؟

پاسخ این سؤال به نوع کار شما بستگی دارد.
اگر برش آهن و فولاد کربنی انجام میدهید، اکسیژن بهترین انتخاب است؛ زیرا هم سرعت برش را افزایش میدهد و هم مصرف آن پایین و اقتصادی است.
اگر کیفیت ظاهری قطعه اهمیت زیادی دارد و روی استیل، آلومینیوم، گالوانیزه یا برنج کار میکنید، نیتروژن بهترین کیفیت برش را ارائه میدهد.
اما اگر هدف شما کاهش هزینههای تولید باشد، استفاده از کمپرسور باد مجهز به رطوبتگیر میتواند جایگزینی مناسب و مقرونبهصرفه برای نیتروژن، بهویژه در برش استیل و آلومینیوم، باشد.
جمعبندی
گاز کمکی یکی از عوامل کلیدی در کیفیت و راندمان دستگاه برش لیزر فلزات است. انتخاب صحیح آن علاوه بر افزایش کیفیت برش، میتواند هزینههای تولید را نیز به میزان قابل توجهی کاهش دهد. اکسیژن به دلیل مصرف پایین، بهترین گزینه برای برش آهن و فولاد کربنی است. در حالی که نیتروژن برای برش استیل، آلومینیوم، گالوانیزه و برنج کیفیتی بینظیر ایجاد میکند. با این حال، به دلیل قیمت بالای نیتروژن، بسیاری از واحدهای صنعتی از کمپرسور باد همراه با رطوبتگیر و سیستم فیلتراسیون مناسب استفاده میکنند . تا ضمن حفظ کیفیت قابل قبول، هزینههای تولید را نیز به حداقل برسانند.
برای مشاوره و راهنمایی بیشتر با ما تماس بگیرید.